 PoBot
PoBot
 Une motorisation en récup’
Une motorisation en récup’Le problème
Pour son projet DrikyBot, Audrick, un de nos membres, a eu besoin de réaliser des groupes propulseurs avec suffisamment de poigne pour entrainer un robot de bonne taille, et avec des accélérations si possible élevées. Il fallait donc un moteur et une transmission pouvant fournir un bon couple à la sortie.
Petit problème : comme bien souvent, le budget est assez maigre, ce qui interdit la solution de facilité consistant à aller écumer les catalogues Portescap, Crouzet et autres motoristes de renom.
De plus le robot utilise la bonne vieille solution des roues de patinette de 100mm, et il est donc nécessaire de trouver un moyen d’accoupler moteur et roue.
Le bon réflexe
Quand vous vous posez un problème du genre : j’ai besoin d’un groupe moteur avec fort couple et faible vitesse de rotation en sortie, le bon réflexe est : je vais faire un tour chez Karouf, Casoni, Casto-Merlin et consort, des fois qu’ils auraient des tournevis sans fil en solde (genre 20 ou 30 Euros grand maximum). Les perceuses sont en général moins intéressantes (à mon avis), car leur vitesse de rotation est plus élevée, et elles coûtent plus cher. Ceci étant, le moteur est plus puissant et on récupère des packs de batteries assez intéressants, le LiPo tendant à se généraliser là également. A voir donc en fonction des cas.
En achetant ce genre de tournevis made in China et qui ne sera bon en général qu’à visser une pauvre 100aine de vis avant que l’accu ne rende l’âme, malgré (ou à cause de) l’utilisation du chargeur fourni, vous devenez l’heureux propriétaire :
- d’un moteur avec réducteur planétaire
- d’un accu (ne rêvez pas, ce ne sera que de braves bâtons de NiMh, voire NiCd si le fabricant est peu scrupuleux)
- dans le cas d’un modèle au format pistolet, d’un circuit de contrôle du moteur avec gâchette, parfois avec variateur
- d’un chargeur
- d’une collection d’embouts et accessoires divers selon la promo
- souvent une petite valisette en plastique qui peut toujours servir à ranger des choses ensuite
Pour notre part, nous avons utilisé un modèle Dexter acheté chez Leroy-Merlin pour 29 Euros :

Il comportait tous les éléments cités plus haut, avec en prime :
- une rallonge à embout magnétique
- un éclairage intégré avec deux LEDs blanches
Point de variateur ici, mais la gâchette actionne un interrupteur de type fin de course de qualité très honorable, et donc à récupérer.
Au passage
Un tuyau pour le démontage : pensez à décoller toutes les étiquettes signalétiques ou décoratives qui peuvent exister sur la carrosserie de l’engin, car elles cachent souvent des vis d’assemblage de carter.
Je vous dis cela, car après avoir dévissé toutes celles qui étaient apparentes sur notre bestiole, pas moyen de séparer les différentes parties du carter. Comme il y a souvent des systèmes de griffes, on essaye d’insérer un tournevis plat dans la ligne de séparation et de faire levier, mais rien n’y fait : on arrive à écarter un peu mais ça résiste. Pensant avoir affaire à un collage (sait-on jamais), ça s’est terminé façon Dr Mallard de NCIS avec la Dremmel montée en scie à ouvrir les boites crâniennes. Malgré cela, les morceaux tiennent toujours en place, et à force de faire la brute (car ma patience a ses limites), ils ont fini par céder. Et c’est là que j’ai vu deux vis sournoisement cachées sous une étiquette adhésive.
Résultat des courses : une bonne vingtaine de minutes passées à ce petit jeu. En passant par la case "retire les étiquettes avant d’attaquer les vis", le démontage du deuxième exemplaire a pris 3 minutes grand maximum.
Allons-y maintenant
Une fois mis de côté ce qui ne sert pas tout de suite, voici les éléments qui vont être utilisés :
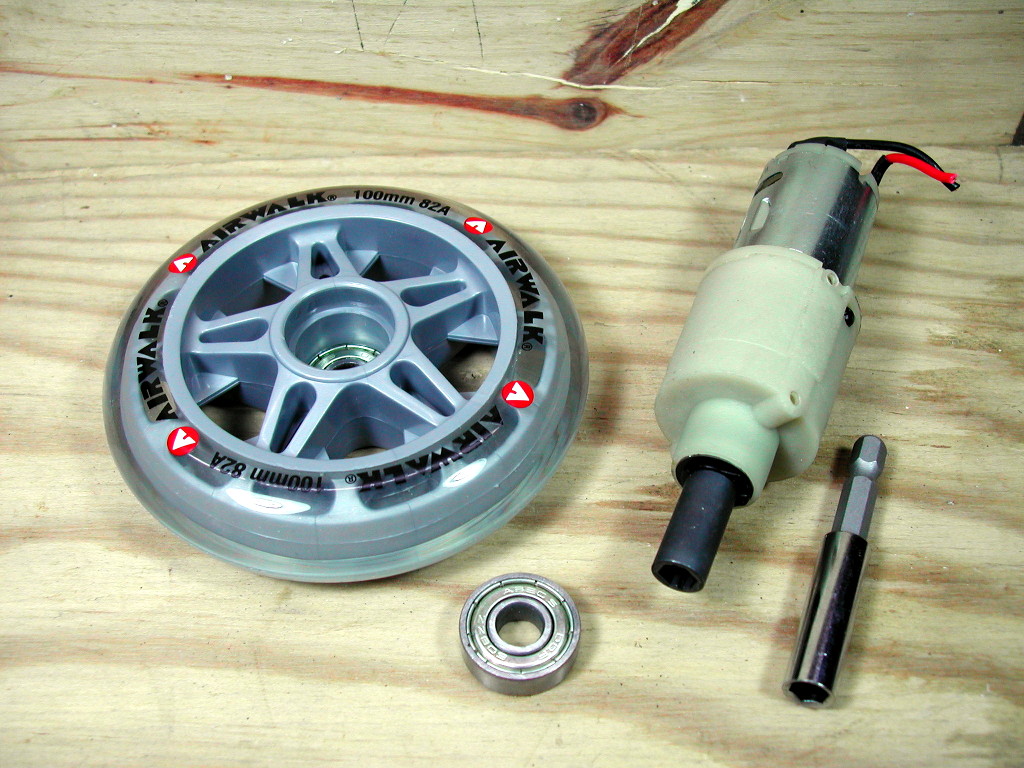
La rallonge magnétique (en premier à droite) est l’élément clé, car elle va nous fournir un accouplement moteur-roue de premier ordre et simple à monter. Le truc magique est la partie hexagonale, qui s’engage dans l’axe de sortie du tournevis comme tous les embouts, mais qui se prolonge également sur une bonne longueur à l’extérieur une fois engagée. Il nous suffit donc de faire un moyeu de mêmes dimensions extérieures que le roulement d’origine (l’épaisseur important peu), de remplacer le trou central par un trou hexagonal aux dimensions des embouts de vissage et le tour est joué.
Pour le trou hexagonal, il y a plusieurs solutions :
- trouver un fournisseur de forets à faire les trous hexagonaux [1]
- faire un trou dont le diamètre est égal à la distance entre deux segments opposés de l’hexagone, puis utiliser une petite lime à section triangulaire [2] pour façonner l’hexagone, une méthode plus simple étant de se contenter d’un rectangle dont la longueur est égale à la distance entre deux sommets opposés [3]
- faire la pièce sur une CNC ou une RepRap
Etant donné que nous sommes des petits vernis, heureux possesseurs d’une CNC (cf cet article), j’ai bien entendu choisi la dernière option.
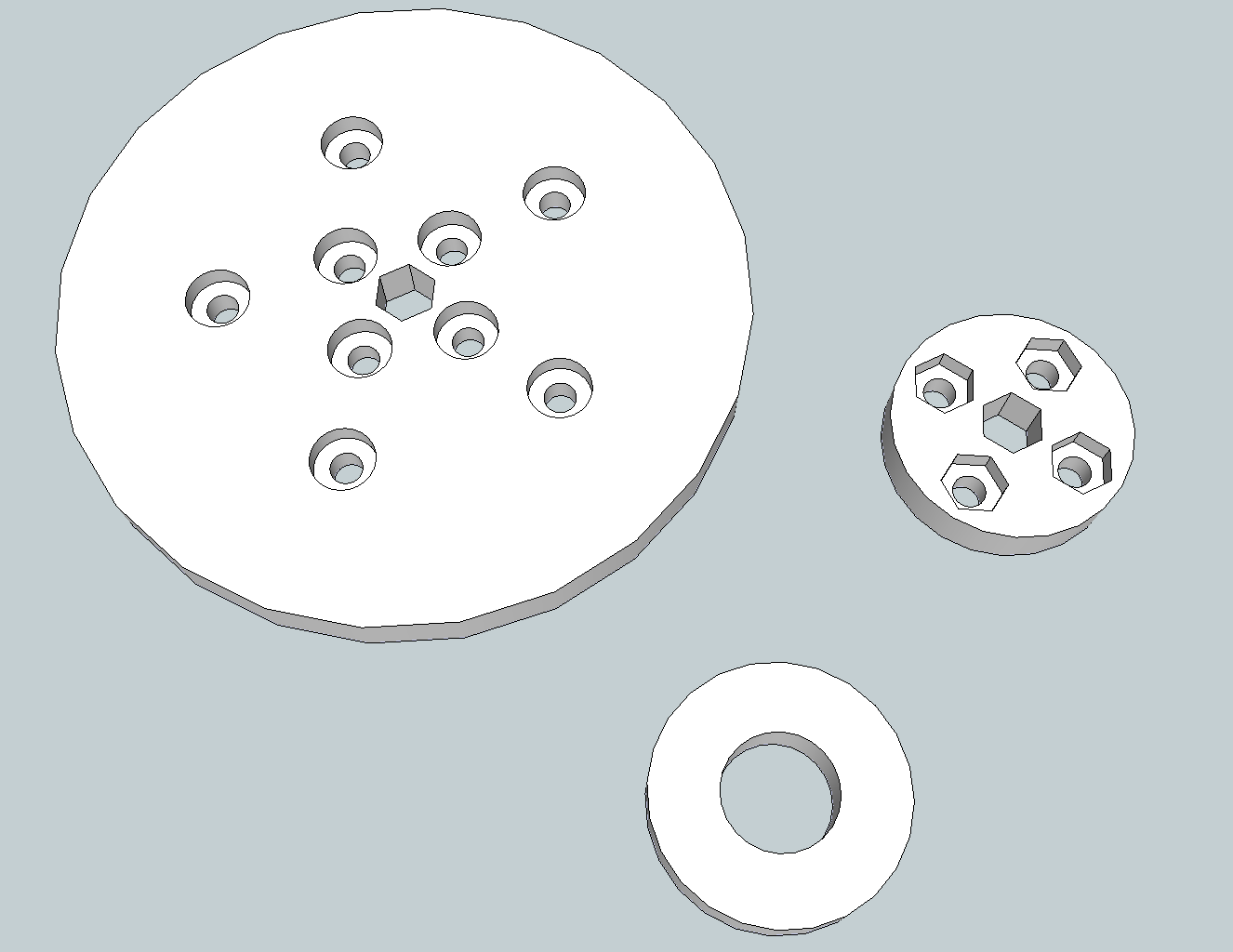
Trois pièces sont donc dessinées :
- une entretoise simple, prévue pour remplacer un des deux roulements, mais dont le trou central est au diamètre du corps de la rallonge (au lieu des 8mm d’origine)
- une entretoise semblable à la précédente, mais avec un trou central hexagonal et percée de trous pour les vis de fixation avec le flasque ci-après
- un flasque aux dimensions de la jante de la roue, doté d’un trou central hexagonal identique au précédent, des perçages équivalents à l’entretoise précédente, et de perçages destinés à des boulons de fixation de la pièce aux rayons de la roue (en général, ils sont en nombre impairs car c’est plus joli, mais surtout en deux parties avec un vide central, que nous allons justement exploiter pour les boulons).
Pour que ce soit plus clair, un petit schéma rapide avec Sketchup :
Certains pourraient faire remarquer qu’il était possible de se passer du flasque, en faisant en sorte que les entretoises prenant la place des roulements entrent très serrées dans la roue. C’est ce qui été tenté en premier mais malgré le fait qu’il a été nécessaire d’utiliser le maillet pour faire entrer les pièces, la nature des matériaux en présence n’a pas fourni l’adhérence nécessaire et ça a rapidement glissé en rotation. On pourrait dire qu’il n’est alors pas utile de mettre l’entretoise côté flasque, puisque c’est le flasque qui transmet le couple à la roue. En fait elle est nécessaire pour garantir un centrage parfait de l’axe dans la roue. La seule chose dont on aurait pu éventuellement se dispenser est le trou hexagonal de l’entretoise côté flasque. Ceci étant, il était déjà fait, puisqu’on a au départ essayé de faire sans le flasque, et de plus on double la portée des faces de l’hexagone, ce qui ne peut pas faire de mal pour la transmission du couple.
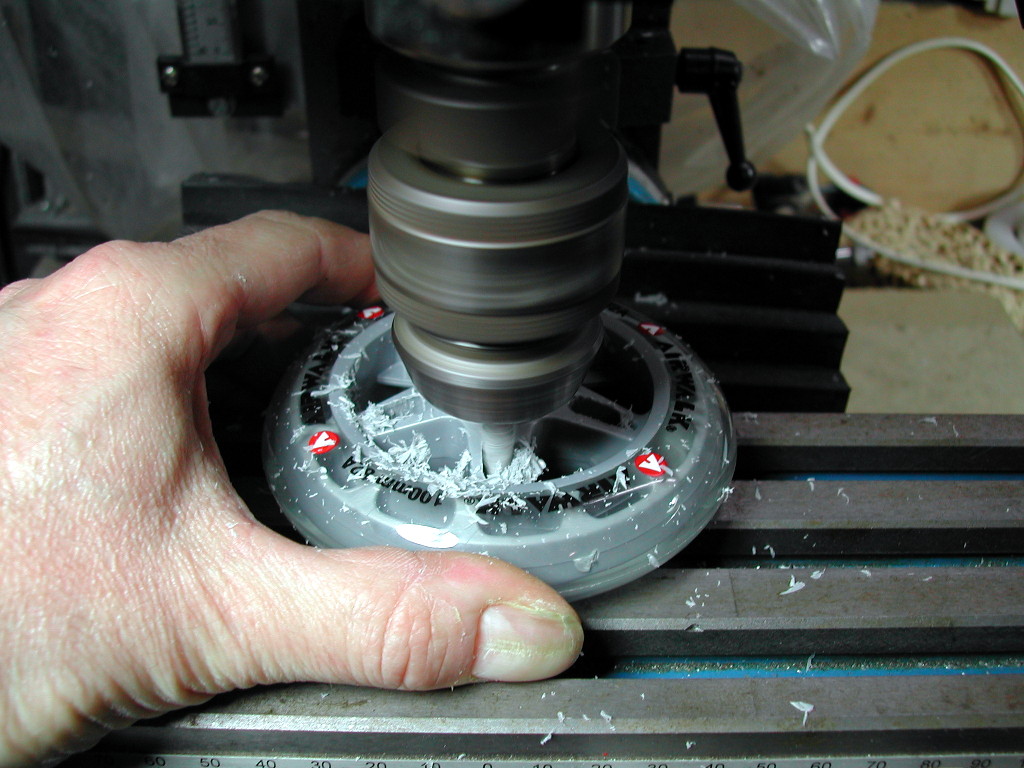
Une fois les plans faits (sous Galaad bien entendu ;) la machine travaille toute seule comme on peut le voir ci-dessous :
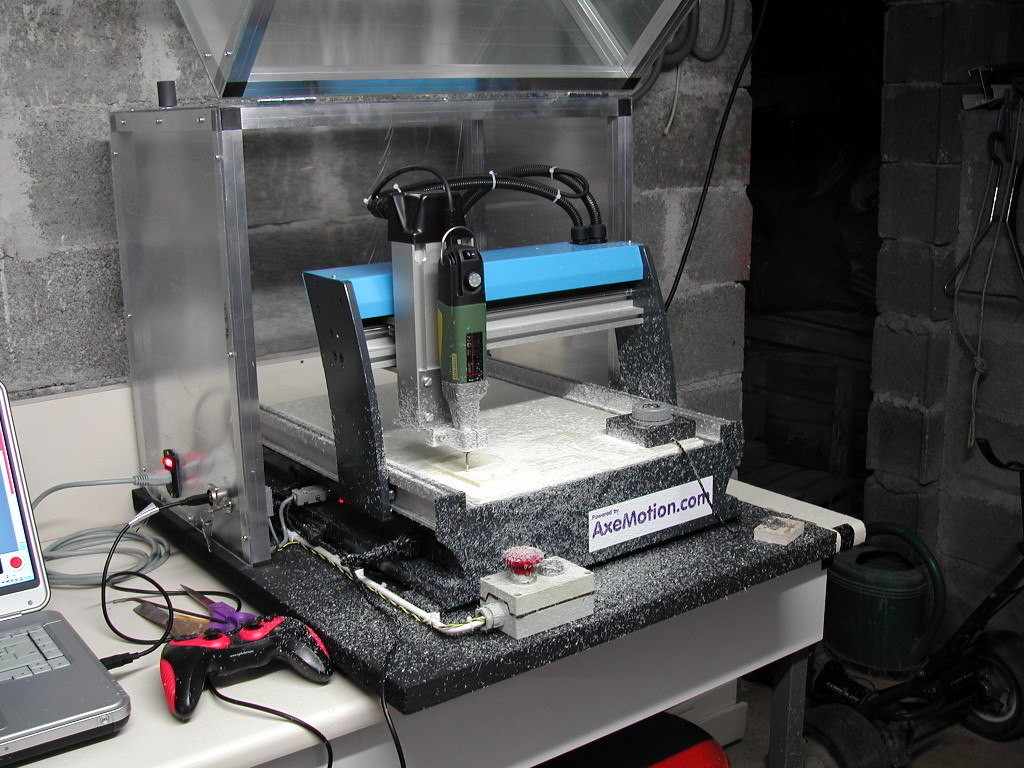
Bon elle n’était pas tout à fait toute seule, car je l’ai un peu aidée en aspirant les copeaux de temps en temps et en lubrifiant au WD40. Concernant ce dernier point, même si ce n’est pas obligatoire pour ce type de matériau, ça ne fait jamais de mal car l’outil chauffe moins et ça donne au final un meilleur état de surface.
Vous remarquerez au passage sur la photo :
- que je suis un sale type, car le superbe carter doté de toutes les sécurités possibles est ici utilisé grand ouvert avec dérogation des-dites sécurités (faites ce que je dis, ne faites surtout pas ce que je fais). D’un autre côté, si on veut pouvoir nettoyer et lubrifier pendant l’usinage, il n’y a pas d’autre option, le carter n’étant pas (encore) doté de ce genre de dispositif
- que quand je vous disais dans l’article sur le carter de la CNC que ce genre de machine n’a pas son pareil pour distribuer des copeaux partout façon tempête de neige de ces dernières semaines, ce n’était pas des histoires
Au final, nous obtenons les pièces rêvées (je trouve toujours aussi magique ce type de méthode de fabrication : je dessine et elle fait) :
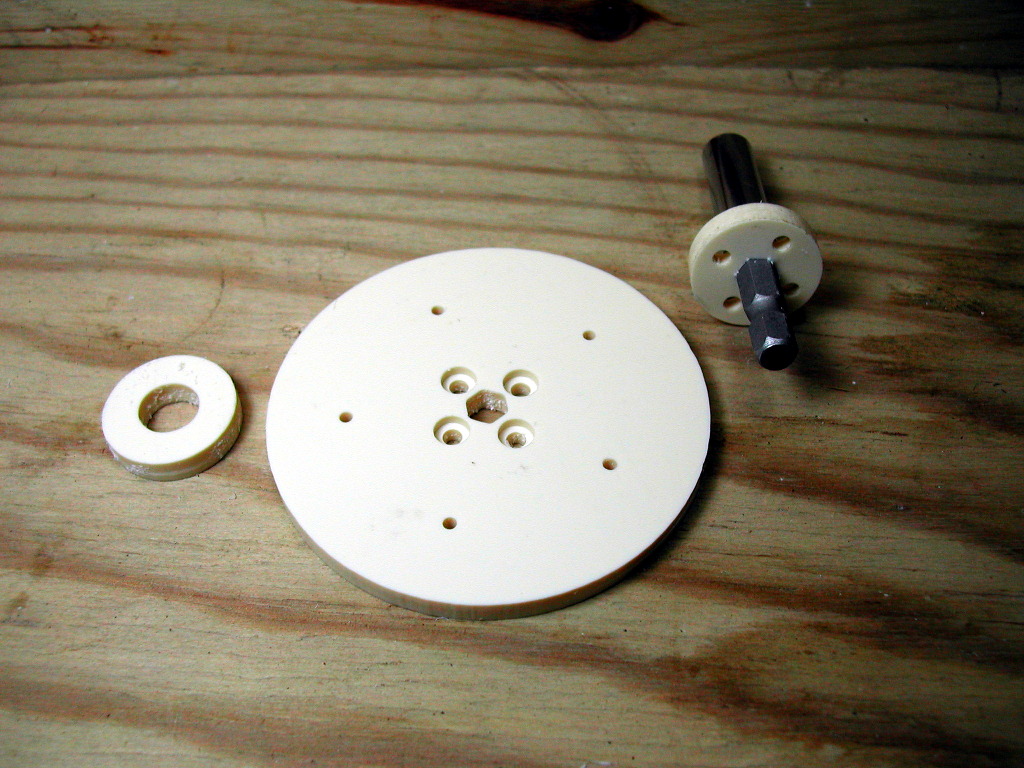
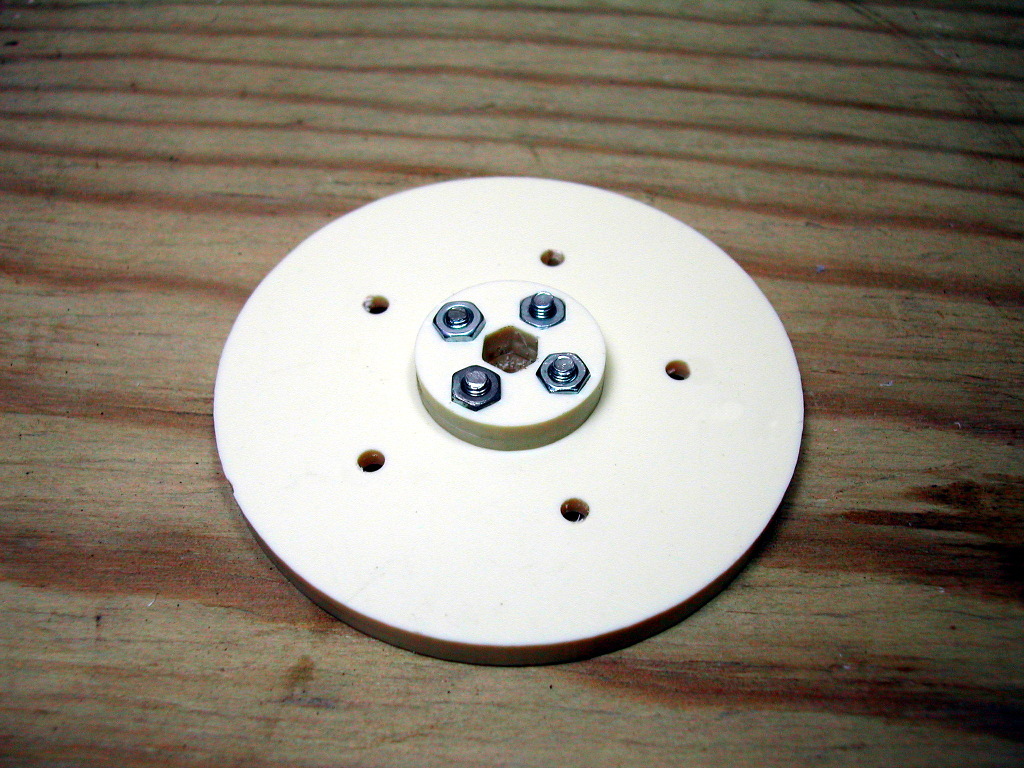
Un gros plan sur l’entretoise de couplage :

Une petite note au passage : Les irrégularités visibles sur les surfaces usinées ne sont pas des défauts, mais des débris de l’adhésif double-face utilisé pour maintenir le brut en place sur le plateau martyr. C’est d’ailleurs un point à considérer quand on le colle, car il est préférable de s’arranger pour qu’il soit le moins possible dans la trajectoire de l’outil pour éviter de l’encrasser. Comme ce n’est pas toujours possible, il y a toujours l’option de configurer les parcours d’outils pour que la machine fasse une pause après chacun, afin de se donner la possibilité de nettoyer la fraise avant d’attaquer la plongée suivante.
Ah oui, j’oubliais : c’est usiné dans un plastique assez dur en 5mm d’épaisseur, tiré de chutes de matériaux récupérés à mon labo. Grâce à la précision de la machine (malgré ce que peuvent dire les détracteurs de la Profiler) et aussi à celle de la prise des mesures [4], l’assemblage est très serré, et il a fallu recourir à un maillet pour mettre l’axe en place. Vu qu’avec les épaisseurs conjuguées de l’entretoise et du flasque nous aurons 10mm, je ne me fais pas de souci pour la longévité du couplage.
Voici ce que donne l’assemblage de cette entretoise avec le flasque :
Assemblage du flasque
côté intérieur de la roue
|
Assemblage du flasque
côté extérieur
|
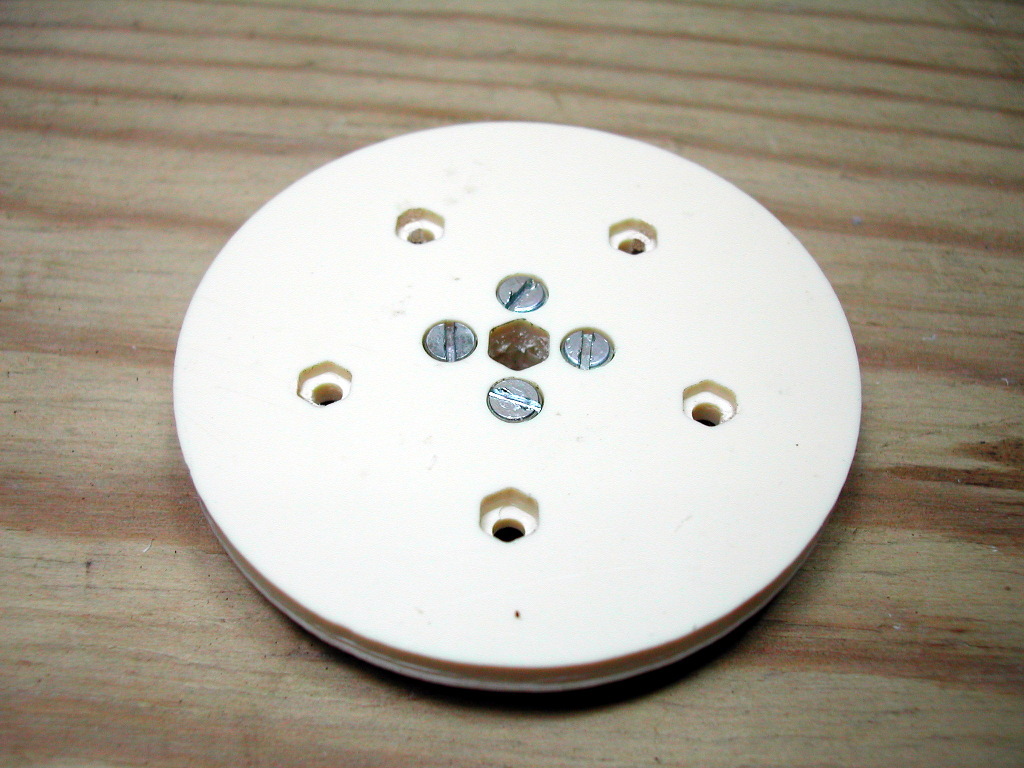
Vous noterez ici :
- l’encastrement des têtes des boulons
- celui des écrous (on ne va pas se priver du fait que la seule difficulté ici est de dessiner des hexagones au lieu de cercles sous Galaad), qui outre l’esthétisme et la réduction d’encombrement, facilite le boulonnage ensuite, car pas besoin de clé. C’est très pratique (voire indispensable) quand les écrous ne sont pas facilement accessibles ensuite.
Modification de la roue
L’espace entre les branches des rayons a dû être un peu modifié pour en élargir le passage à 3mm (diamètre des boulons d’assemblage avec le flasque) et également laisser la place pour l’écrou. Ne faites surtout pas comme moi, c’est à dire en mode fraisage à main levée :
Assemblage final
Une fois tout assemblé avec la roue, on obtient ceci :

Assemblage avec la roue
Coté moteur
|

Assemblage avec la roue
côté extérieur
|
Petite précision : j’ai finalement inversé le sens de boulonnage du flasque, en plaçant les écrous au niveau des rayons, et en encastrant les têtes des boulons dans le flasque comme ceux près de l’axe. Le but est de supprimer les protubérances créées par les écrous et l’excédent de filetage, afin de gagner quelque mm au niveau des paliers. Tant pis pour les trous hexagonaux, mais vu ce qu’il m’ont coûté à faire... J’ai eu la flemme de refaire la photo de gauche, d’où la remarque. Celle de droite illustre par contre la configuration finale, les plus observateurs d’entre vous ayant d’ailleurs dû se demander pourquoi il y avait des écrous aux deux extrémités des boulons concernés. Voilà, vous avez la réponse maintenant.
Le chanfrein extérieur du flasque est uniquement à titre esthétique. Il a été fait au tour une fois assemblé avec son moyeu, de manière à pouvoir le prendre dans le mandrin.
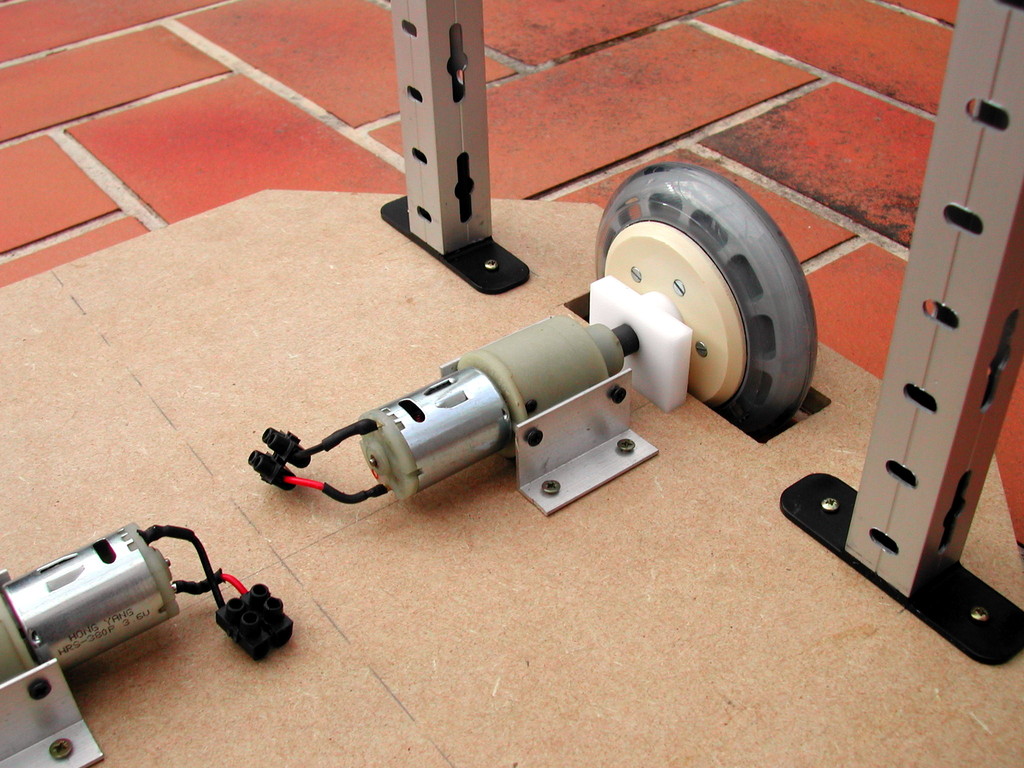
Et voici le résultat avec le moteur en bout d’axe :
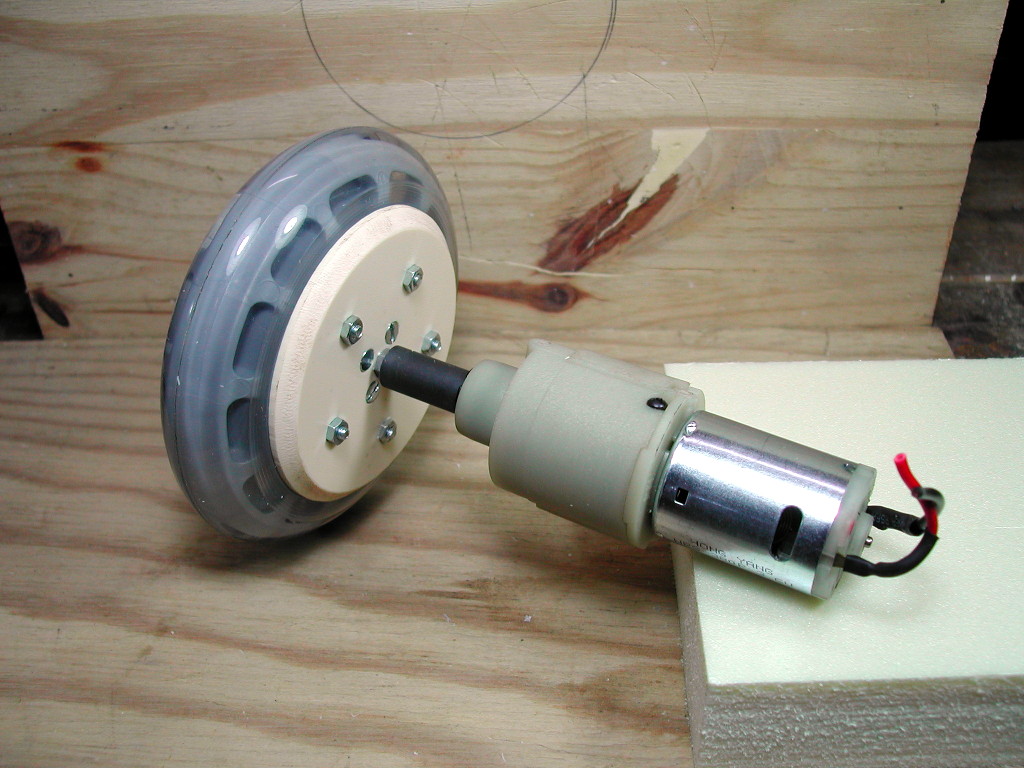
C’est bien plus simple que le système à base de goupille que j’avais imaginé au départ, qui aurait nécessité de percer l’axe de sortie du moteur selon un des ses diamètres. Et il est en plus bien plus facile de désaccoupler le moteur de la roue si nécessaire.
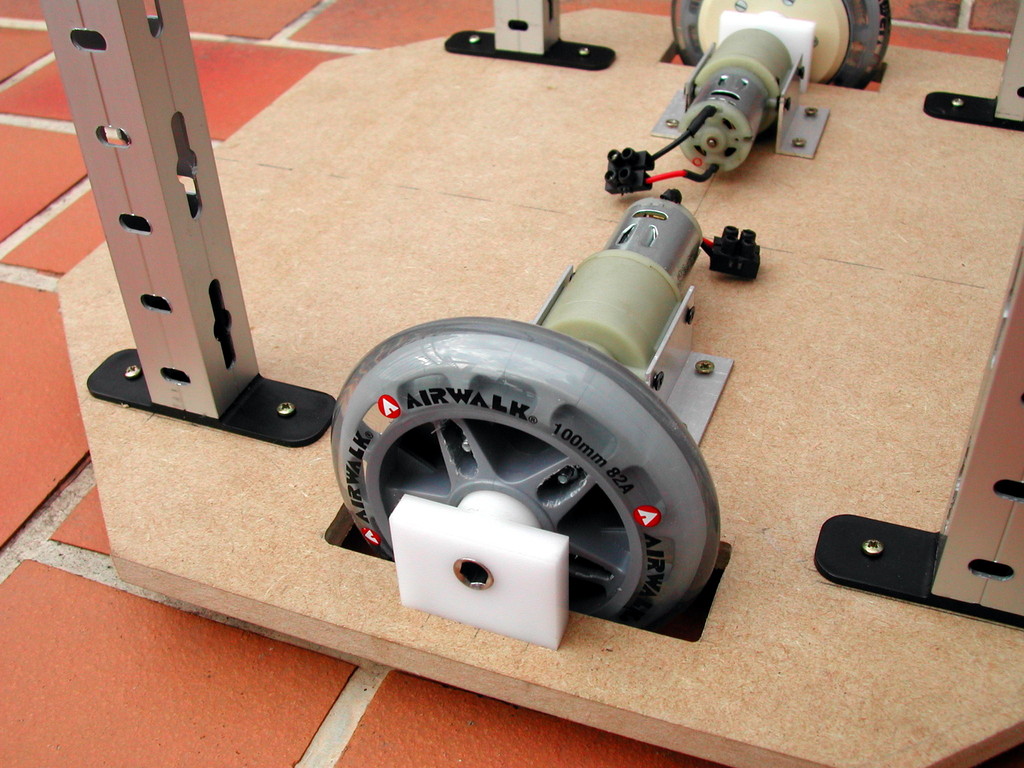
Et le tout en place sur la base du robot :
Montage final
coté pile
|
Montage final
côté face
|
Les moteurs sont fixés aux supports en cornière d’alu en utilisant les trous et les vis d’origine qui les maintenaient dans le carter de la visseuse. Rien ne se perd.
Les paliers sont réalisés dans un plastique du genre PTFE. Ca tourne très bien sans autre forme de roulement. Les entretoises externes (entre la roue et les paliers) sont faites dans le même matériau, découpées à la CNC et mise à la bonne épaisseur au tour.
En fait j’ai travaillé comme un idiot, car j’aurais dû attendre d’avoir tout assemblé pour mesurer l’entre-axe exact des paliers et les fixer sur le châssis à la bonne position. Au lieu de cela, j’ai fait une estimation de cette valeur et les ai fixés avant d’avoir les entretoises, et il a donc fallu ajuster l’épaisseur de ces dernières à postérieri. Crétin va :/
Ne faites pas comme moi : réfléchissez un peu plus avant d’agir, et vous gagnerez du temps au final. C’est beaucoup mieux que de vouloir aller trop vite.
Ne soyons pas égoïstes
Ci-joint le fichier Galaad pour les heureux utilisateurs de cet outil formidable.

Il vous faudra certainement adapter les plans aux caractéristiques de vos ingrédients, mais ça fournit déjà une base de travail.
Les 3 pièces sont dans le même fichier, chacune sur une couche différente. J’aime bien cette méthode, car elle permet :
- de sélectionner ensuite très simplement ce qu’on veut usiner (pas besoin de faire une sélection multiple de tracés),
- d’avoir toutes les pièces sous les yeux en même temps lors du dessin, chose bien utile pour les correspondances de dimensions.
Le mot de la fin
A défaut d’être directement reproductible, j’espère que ce petit reportage pourra vous donner quelques idées si vous avez le même genre de problème à résoudre un jour.
Un des intérêts principaux de la solution mécanique retenue est que le moteur est totalement inter-changeable. Si par exemple il s’avérait trop poussif à l’usage, il suffit d’en récupérer un sur un modèle de visseuse plus puissante, et de le mettre à la place de l’original. Il sera obligatoirement compatible avec notre assemblage, les dimensions des hexagones d’embout de vissage étant normalisées.





Vos commentaires
# Le 30 novembre 2013 à 09:42, par Vincent En réponse à : Une motorisation en récup’
En réponse à : Une motorisation en récup’
Je suis tombé par hasard sur votre site et je voulais simplement vous tirer mon chapeau pour le travail réalisé ! On aimerait trouver dans le domaine professionnel la même minutie dans le montage de certains automatismes et je peux vous assurer que ce n’est pas toujours le cas (vous pouvez croire mon expérience...)
# Le 30 novembre 2013 à 11:19, par Eric P. En réponse à : Une motorisation en récup’
En réponse à : Une motorisation en récup’
Merci beaucoup pour ce compliment qui nous va droit au coeur.
Il faut cependant ne pas perdre de vue que nous menons toutes ces activités par passion, et sans vraiment de contraintes en termes de rentabilité. Dans le monde professionnel, les choses sont tout autres (et je suis également bien placé pour le savoir ;) et il n’est malheureusement pas souvent possible d’aller au bout des choses et avec la minutie qu’on aimerait y apporter. Rentabilité et environnement concurrentiel obligent :/
C’est peut-être d’ailleurs cela qui motive nos membres : pouvoir donner libre cours à leur désir de faire les choses proprement ;)
Répondre à ce message