 PoBot
PoBot
L’expression "faire une poche" ou "vider une poche" désigne l’usinage d’un matériau sans le découper, afin d’avoir une partie évidée à une profondeur inférieure à l’épaisseur de la matière.
La photo ci-dessous en illustre un exemple, ainsi que le résultat obtenu (et non voulu : cf les bords des cercles évidés) lorsqu’on n’applique pas la procédure détaillée dans cet article.

Le mode opératoire
Pour rappel, afin d’éviter à l’utilisateur de perdre (à juste titre) son calme en lui demandant de générer pour lui une par une les hachures nécessaires à l’évidement de la partie souhaitée, Galaad met à sa disposition une fonction permettant de les générer automatiquement sur la base du tracé qui définit le contour de la partie concernée, en tenant compte des dimensions de l’outil utilisé pour définir la distance appropriée entre 2 hachures pour enlever la totalité de la matière tout en optimisant le nombre de mouvements. C’est donc ce tracé qu’on va dessiner bien entendu, et lui seul.
Une fois cela fait, pour obtenir le résultat correct attendu, il convient cependant de respecter une séquence précise entre les opérations. En l’occurrence, avant de lancer la fonction de hachurage, il faut définir le coutournage du tracé, et non pas l’inverse (ce qui donnera le résulta visible sur la photo d’introduction). Cela peut être déroutant car dans les faits, le pourtour de finition est effectué APRÈS le vidage de poche. Mais ne pas oublier que la séquence du tracé est indépendante de la séquence de dessin.
Les opérations sont donc dans l’ordre :
- dessiner le pourtour souhaité aux dimensions finales
- définir par quel côté le contournage du tracé doit être fait par l’outil, soit intérieur dans notre cas
- définir l’outil (c’est son diamètre qui importe ici) et la profondeur du contourage qui finira la poche
- demander le crénelage ou le hachurage qui videra la poche
La précaution importante est de bien définir le passage intérieur AVANT de faire dessiner le hachurage automatique.
Pourquoi cela ?
On retient toujours mieux les choses lorsqu’on en comprend les principes sous-jacents. Nous allons donc expliquer pourquoi les choses ne peuvent pas se passer autrement que comme décrit.
La raison en est simple. Galaad fait les choses très bien en terminant le cycle de hachurage par une passe selon le contour final de la poche que vous avez dessiné, de manière à finir proprement l’usinage. Mais il cherche aussi à optimiser le processus d’usinage de l’évidement (qui comme vous l’avez constaté est très long) de manière à ce que l’outil se promène où il faut pour enlever toute la matière souhaitée, mais juste où il faut et sans perdre de temps à repasser deux fois au même endroit pour rien. On comprend alors que pour savoir jusqu’où l’outil utilisé pour l’évidement doit aller, il faut que Galaad connaisse les dimensions de l’outil utilisé pour le contournage. Et comment peut-il le connaître ? En allant consulter le paramétrage du contournage en question.
D’où la nécessité que ce tracé soit totalement défini (usinage compris) avant de lancer le calcul du hachurage de la poche. CQFD.
Illustration
En forçant le trait, avec un outil de gros diamètre, on peut voir la différence avant de lancer l’usinage :
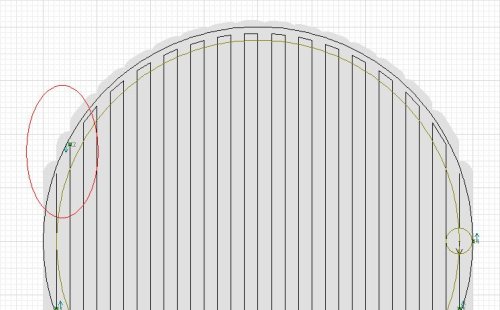
Ci-dessus, la définition du coutournage du tracé n’ayant pas été faite avant utilisation de la fonction de génération du cycle de poche. Le hachurage a été calculé sur la base du tracé lui-même, et donc du diamètre réel de la poche. L’outil ira par conséquent trop loin. Ce qui donnera le résultat visible sur les photos. En gris est figuré l’aperçu du passage de l’outil, et donc de la matière enlevée.
Ci-dessous le parcours de l’outil avec la bonne séquence :
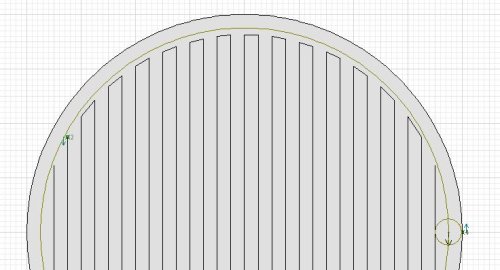
Voici le résultat souhaité :
A noter, la même règle s’applique pour faire des ilots : une forme en relief en venant descendre l’épaisseur tout autour d’un contour.
Moralité
JB : 0 - JP : 1





Vos commentaires
# Le 6 octobre 2014 à 13:35, par Stéf En réponse à : Bien faire les poches sous Galaad
En réponse à : Bien faire les poches sous Galaad
Hello,
Je tombe sur votre article par hasard, je pense qu’il y a eu une erreur de votre part, le cycle de poche est l’outil sous le hachurage. Et donc, vous avez hachuré et non fait une poche.
Cela n’empêche, il semble y avoir un soucis avec les formes circulaires en mode hachures ....
Amicalement
Stéf
# Le 6 octobre 2014 à 22:35, par Eric P. En réponse à : Bien faire les poches sous Galaad
En réponse à : Bien faire les poches sous Galaad
Salut,
Non, non, les deux sont des outils de cycle de poche, la différence étant dans la manière dont la poche est creusée.
Pour ce qui est des formes circulaires, il n’y a pas de problème dès lors qu’on suit la séquence indiquée, qui utilisé justement le contour pour "finir" la poche conformément au tracé.
Ma source est... l’auteur de Galaad, que j’ai côtoyé régulièrement pendant un an dans la salle de répétition - Bertrand est bassiste également ;)
C’est de plus explicitement décrit en page 6-86 du manuel, au chapitre "Hachurage et cycle de poche" :
Cordialement
Eric
Répondre à ce message